








Tartsa be a "Teljesen kézműves folyamatok + egy-egy műszaki konzultációt" a nagy pontosságú, hosszú életű autóipari motoros öntőformák testreszabására az új energia járművek, a hagyományos autógyártók és az alkatrészek beszállítói számára. A rajz optimalizálásától a penészszállításig elutasítjuk az AI automatizálási trükköket - a több mint 10 éves tapasztalattal rendelkező technikusok minden folyamatot felügyelnek, biztosítva, hogy az öntőformák tökéletesen megfeleljenek az ügyfelek gyártási igényeinek, és lehetővé tegyék a képesített szerszámöntvények hatékony eredményét.
A termelési forgatókönyvhez igazítva
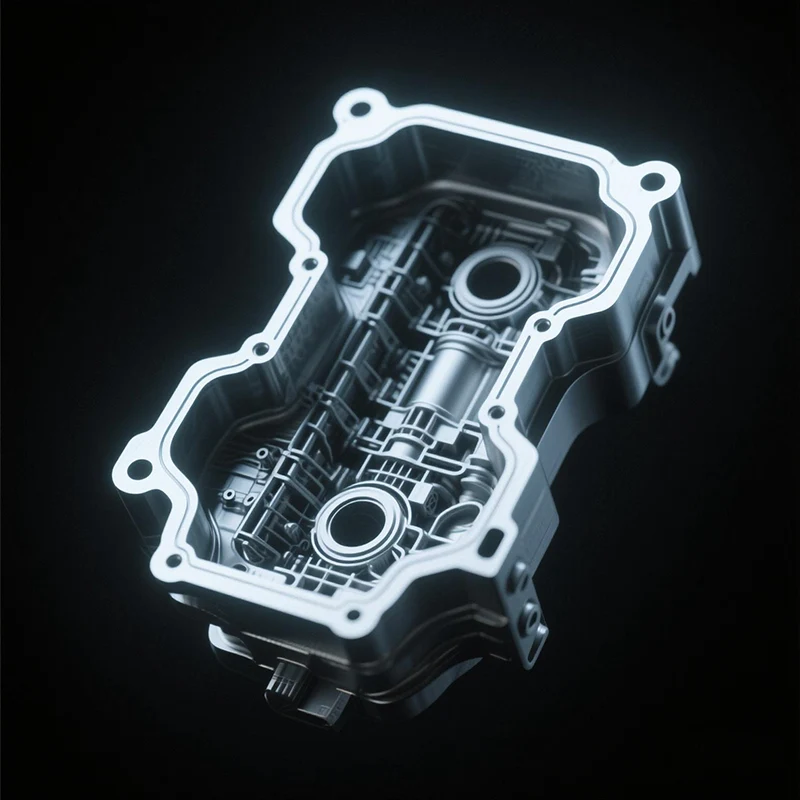
Változatos kompatibilitás:Testreszabható benzin/dízelmotor blokkokhoz, hengerfejekhez, sebességváltó házakhoz stb. Kompatibilis alumíniumötvözettel, magnéziumötvözettel és különféle öntőgépekkel (800T - 4000T).
Mélyreható folyamatkommunikáció:Műszaki csapatunk meglátogatja az ügyfeleket, hogy igazodjanak konkrét követelményeikhez: nyersanyagméretek, felületi pontosság (RA≤1,6 μm), éves output (50 000–500 000 darab) stb. A 2D/3D -s rajzokat manuálisan készítjük a futó rendszerek, a hűtési csatornák optimalizálása érdekében, és a struktúrákat csökkentve, csökkentve a próbaterepeket.
Prémium anyagok a kivételes tartóssághoz
Kiváló penész acél:Az importált H13 (SKD61) Hot Work Die Steel (HRC48–52 keménység) felhasználásával hármas temperamentummal, hogy 30%-kal növelje a termikus fáradtság ellenállását. Normál szolgáltatási élettartam ≥80 000 penészciklus.
Teljesen kézzel készített befejezés:Az üregeket az idősebb technikusok kézzel csiszolják (Ra≤0,8 μm), a felületeket ≤0,02 mm hibakorra őrzik, és a párzási felületeket manuálisan beállították, hogy a szoros szorítás biztosítása érdekében vaku nélkül biztosítsa.
A hagyományos folyamatok kézműves ellenőrzése
Precíziós megmunkálás:Vágási pontosság ± 0,005 mm, komplex görbék képződnek egy passzon.
Kézi öregedési kezelés:A penésznyílások 650 ℃ lágyítású + 200 ℃ edzésen mennek keresztül, majd 30 napos természetes öregedést követnek. A technikusok rendszeresen figyelik a deformációt a belső stressz kiküszöbölése és a repedés kockázatainak csökkentése érdekében a tömegtermelés során.
Követelmény elemzés
A mérnökök helyszíni felméréseket végeznek az ügyfelek sajtóparamétereinek, a történelmi casting hibák, az automatizálási szintek stb. Feljegyzéséhez, a testreszabott folyamatterv kialakításához.
Rajz optimalizálás
A kritikus penészméretek (például 3 ° –5 ° vázlatszög, R5 - R8mm filé), az ejector csap elrendezésének (távolság ≤50 mm) és a hűtőcsatorna útvonalak (φ8mm spirál lyukak) kézi kommentálása.
Gyártás
Durva megmunkálás:Melléklet őrzés a felesleges anyag eltávolításához, 2 mm -es juttatás mellett.
Precíziós megmunkálás:5 tengelyes CNC megmunkálási központ (pontosság ± 0,01 mm) az üreg őrléséhez; EDM az összetett struktúrákhoz.
Kézműves folyamatok:A szerelők manuálisan őrlik az elválasztó felületeket; A minőségi ellenőrök 100% dimenziós ellenőrzéseket végeznek a magasságmérők és a tárcsázási mutatók segítségével.
Próba penész és hibakeresés
Próbálkozási formák a növényi öntőgépeknél. A technikusok beállítják a kidobó löket és a hűtési időt a helyszínen, amíg a Burrs ≤0,1 mm és a porozitás <1%. Biztosítson 3 minősített mintát az ügyfelek ellenőrzésére.
Háromrétegű minőségi ellenőrző rendszer:
Első darab teljes ellenőrzés:Végezze el a méretek, a felületi érdesség és a geometriai toleranciák átfogó ellenőrzését (síkság ≤ 0,03 mm).
Folyamat -mintavételi ellenőrzés:A műszaki felügyelők 10 óránként a megmunkálás kritikus méreteit vizsgálják át.
Kötelező próbavezetési ellenőrzés:Adjon meg harmadik féltől származó tesztjelentéseket (beleértve az anyagösszetétel, a keménység és a hibák észlelési eredményeit).



Cím
No. 212, Gaodian, Xinxin Village, Langxia Street, Yuyao City, Zhejiang tartomány, Kína
Tel
Ha bármilyen kérdése van az árajánlatról vagy az együttműködésről, kérjük, e -mailt küldjön nekünk e -mailben a sale@nbhtmetal.com címen, vagy használja a következő érdeklődési nyomtatványt. Értékesítési képviselőnk 24 órán belül felveszi Önnel a kapcsolatot. Köszönjük érdeklődését termékeink iránt.







